

暂无数据
隧道桥梁
2023-07
· 应用现状盾构管片钢筋笼
盾构管片是一种隧道施工的坚固复合型生产材料。其内部钢筋骨架主要加工难点在于要完成大直径钢筋的定尺剪切、弯曲弯弧成型,还要实现多层网片组合体的立体式焊接。一直以来盾构管片钢筋笼的生产,只能采用数控设备加工成单筋再通过人工绑扎焊接成型。

Question NO.1
设计不利于机械化生产,管片钢筋笼在设计源头上存在差异,且结构较为琐碎。
Question NO.2
生产依赖人工、自动化水平低下,因为其内部钢筋骨架主要加工难点在于要完成大直径钢筋的定尺弯曲,还要实现多层网片组合体的立体式焊接,由于国内机械、技术的缺位导致长期以来的人工生产模式,生产效率低,安全性差,劳动强度高,再加上人工成本的不断提高,传统的人工劳作加工已经不能满足现代建筑的需求。
Question NO.3
成品质量控制标准难度大,在国内只能采用人工绑扎或焊接进行,工作效率低下,质量标准被迫放宽。由于其生产效率低,安全性差,劳动强度高,再加上人工成本的不断提高,传统的人工劳作加工钢筋已经不能满足现代建筑的需求。

随着现代建筑施工的快速发展,工厂化、预制化生产建筑工程构件已经成为发展的必然趋势,特别是国家大力支持的地铁等城市轨道交通建设需要的盾构管片已经实现工厂化预制生产。
盾构管片钢筋笼加工设备的研发及使用,是探索性的、开创性的,并将改变国内外传统模式的管片钢筋笼加工生产方式,实现管片钢筋笼标准化、规范化、自动化、智能化流水线加工生产。

· 数控钢筋弯箍机
CB-WG12D-2
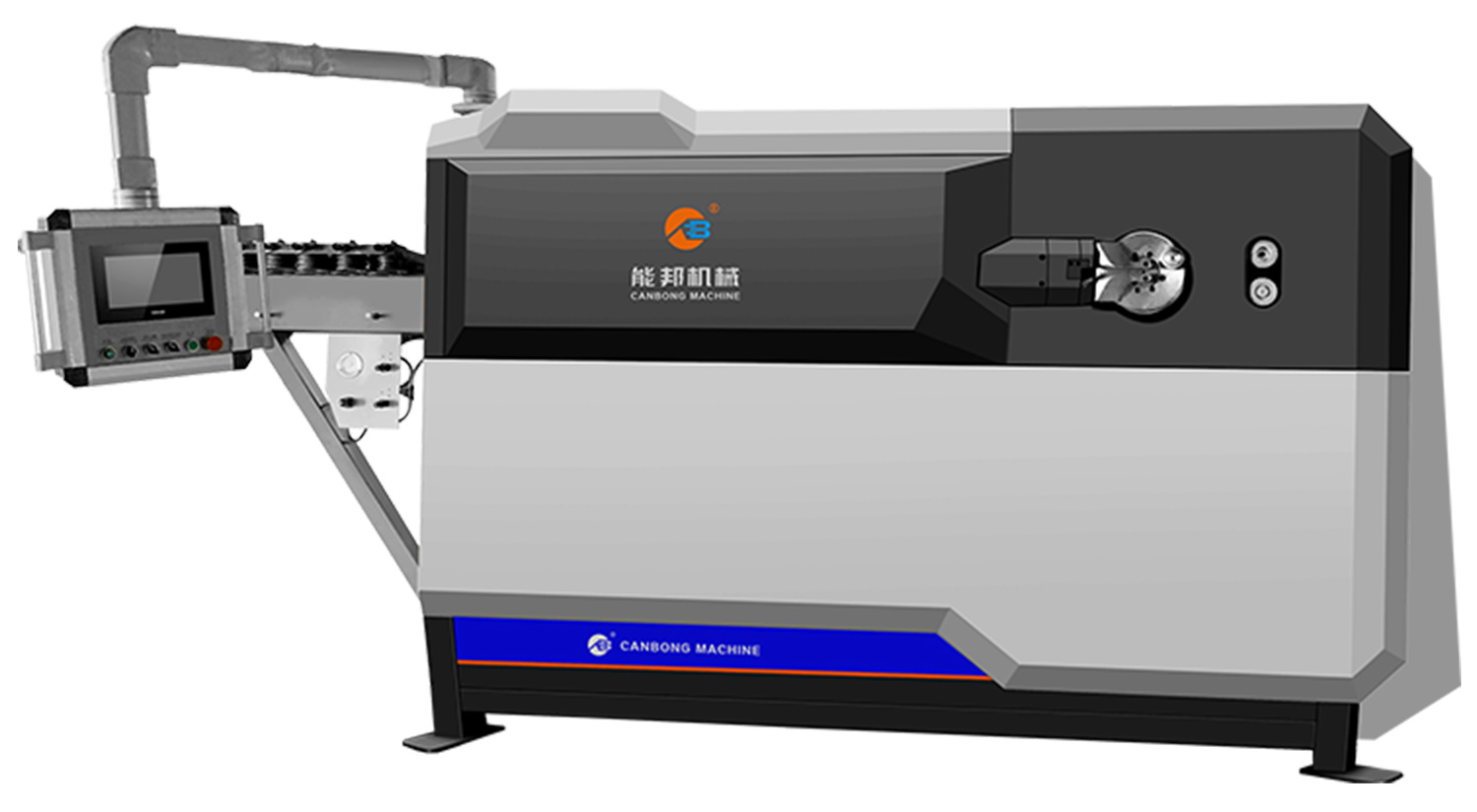
CB-WG12D-2数控钢筋弯箍机采用气动型高效的双工位多功能弯曲机构,生产速度提高20%,可高效的完成各种特殊形状的弯曲,弯曲圆弧角为R6-R35(中心销直径12-70)。大型斜面设计,加工范围大可加工1670mm以内的各种箍筋,也可加工小至70X70(mm)的小箍筋。
单钢筋加工直径:∮5mm-∮13mm
双钢筋加工直径:∮5mm-∮10mm
最大弯曲角度:180
弯曲方向:双向
最大牵引速度:110m/min
最大弯曲速度:1200°/sec
总功率:27kw
· 数控钢筋液压剪切生产线
CB-GJW150B

CB-GJW150B数控钢筋液压剪切生产线能够实现对800-12000mm棒材钢筋的定尺剪切需求。定尺机构设有不同长度的定尺挡板,由伺服控制系统调节,可精确控制剪切长度。剪切机构防跳动自动压紧装置不会出现钢筋滑动现象该生产线配合平面网成型机,实现剪切成品、半成品的轨道化传输。

加工钢筋直径:中10mm-中50mm
剪切宽度:600mm
剪切速度:12次/min
输送速度:90m/min
剪切长度:800-12000mm
总功率:42kw
外形尺寸:32000x5800x2950mm
· 数控钢筋弯弧弯曲机
CB-WHWQ32
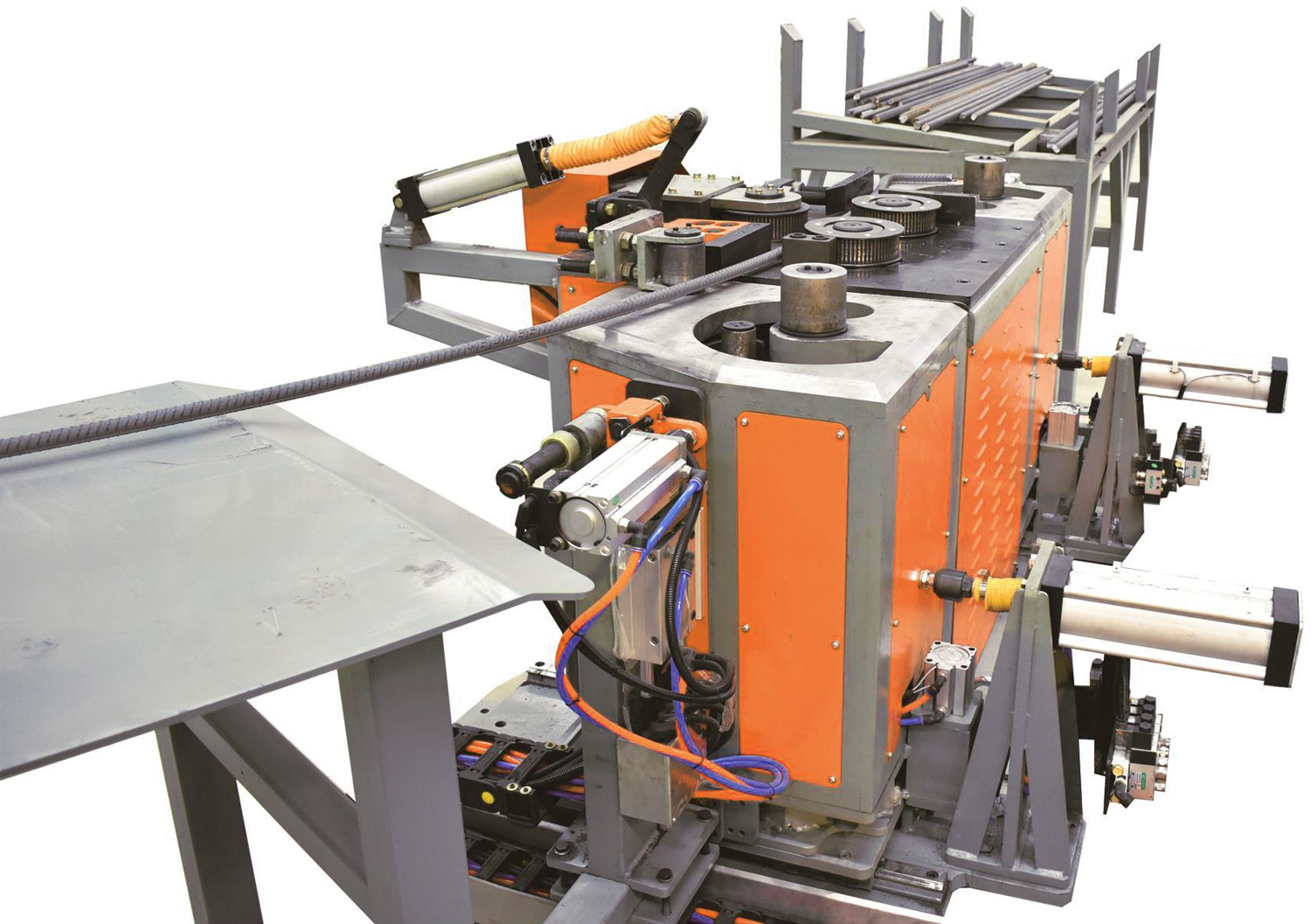
CB-WHWQ32数控钢筋弯弧弯曲机主要用于管片钢筋笼中内弧筋和外弧筋的加工,可直接将一根直条钢筋弯弧弯钩一次成型,降低了工人的劳动强度。

加工钢筋直径:中10mm-中32mm
弯曲角度:0°-120°
弯曲速度:48°-72°/s
最小弯弧弯曲半径:2600mm
弯曲边最短长度:180mm
最小曲边长度:1400mm
总功率:15kw
· 盾构管片平面网成型机
CB-GPPMW170
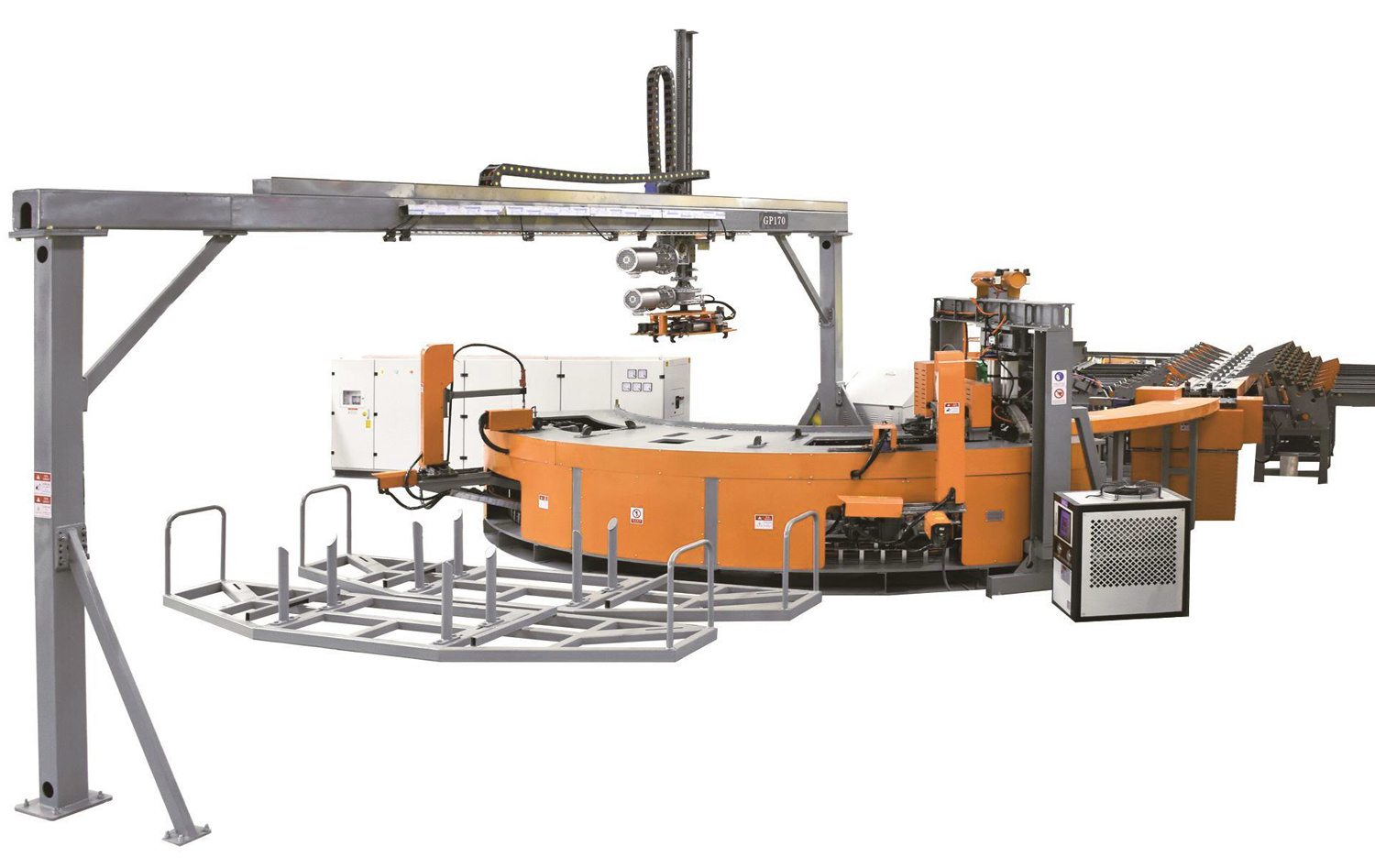
CB-GPPMW170盾构管片平面网成型机主要由弯弧装置、弧度定型装置、横筋焊接装置、牵引装置、移动夹紧机构、固定夹紧机构、弯曲检测装置、焊接机械手等组成。通过高精度三坐标焊接机械手进行主筋的搭接焊接,采用伺服定位横筋位置、自动落横筋和电阻焊的方式进行横筋与主筋的焊接。

主筋直径:中32mm
横筋直径:中10mm
最大焊接能力:中10mm+中32mm
加工效率:2.5min/片
总功率:160kva
外形尺寸:7000x4500x2000mm
· 盾构管片立体网成型机
CB-GPLTW170
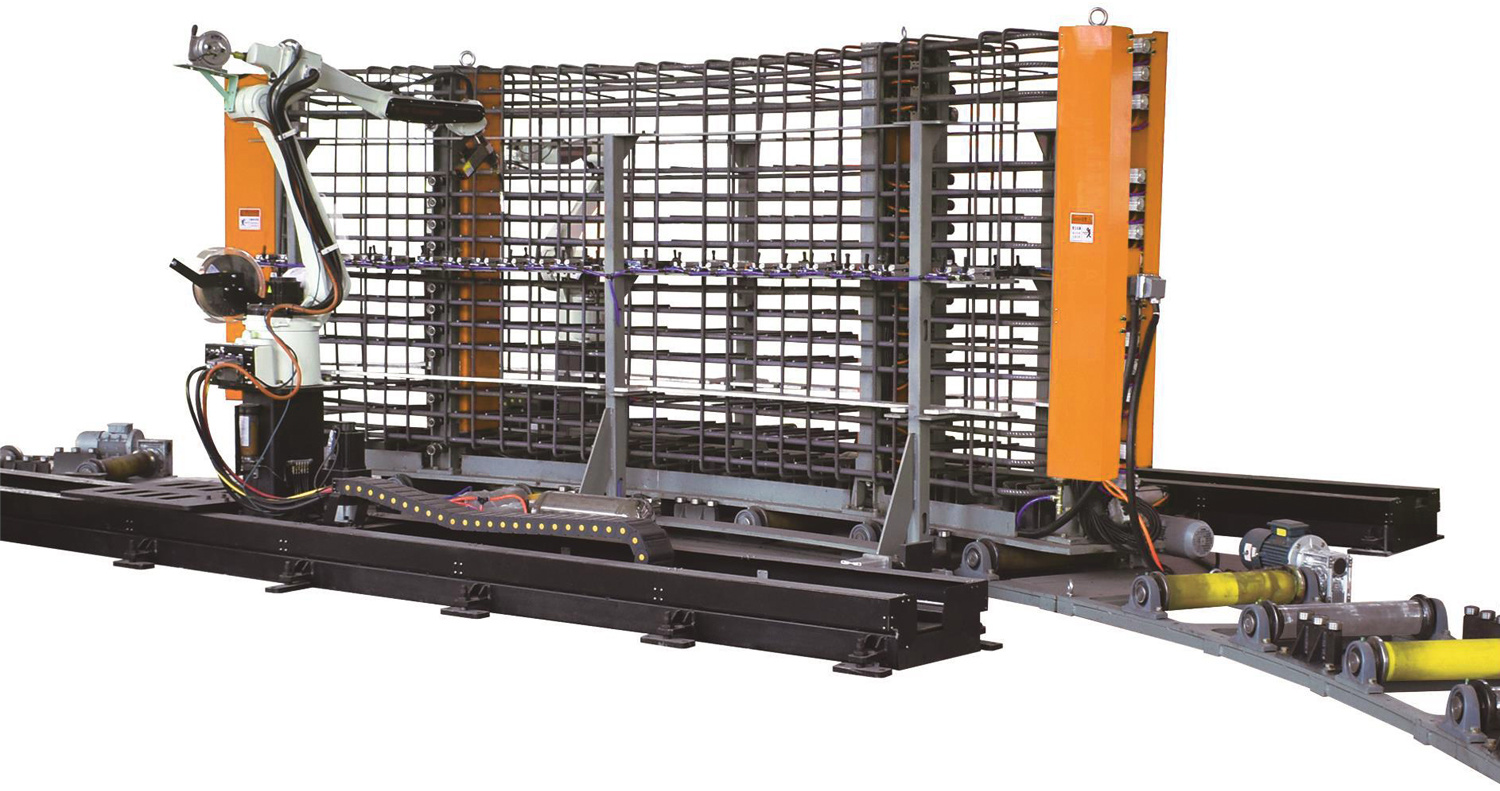
CB-GPLTW170盾构管片立体网成型机是将弧形平面网片和筋焊接成整体的设备,通过焊接模具的方式将箍筋、单片网进行定位码放,利用焊接机器人控制二氧焊机的方式实现网片和箍筋搭接处的焊接,焊接机器人上配有视觉检测功能,控制焊枪完成立体网的成型焊接。

机器人重复精度:0.05mm
机器人负载:6kg
机器人最大速度:395mm/s
立体模具:专用定制
焊接方式:二保焊
识别系统:双镜头高速视觉
总功率:25kw
· 格栅焊接平台
CB-GS1800-6

CB-GS1800-6格栅焊接平台由两台在同一轨道上的焊接机器人以及变位机组成,焊接机器人配置激光智能检测装置,主要完成格栅各焊接点的焊接工作。生产流程为人工将蝴蝶筋、主筋放入专用模具,通过龙门和银道完成线上流转,完成格栅焊接生产。

主筋直径:中20mm-中25mm
附筋直径:中10mm-中16mm
焊接格栅弦长:<6000mm
焊接格栅规格:200x200-300x300mm
总功率:15kw
外形尺寸:8000x7500x1500mm
· 配套设备管片钢筋笼生产
 |
钢筋切断机GQ50 |
| 加工直径:<中50mm | |
| 切断速度:28次/min | |
| 电机功率:4kw |
 |
钢筋弯弧机GWH32 |
| 加工直径:<中32mm | |
| 最小弯曲圆:中500mm | |
| 电机功率:3kw |
 |
钢筋螺旋弯圆机CB-WH12 |
| 加工直径:<中12mm | |
| 最小弯圆:中250mm | |
| 电机功率:3.7kw |
· 布局规划管片钢筋笼生产线
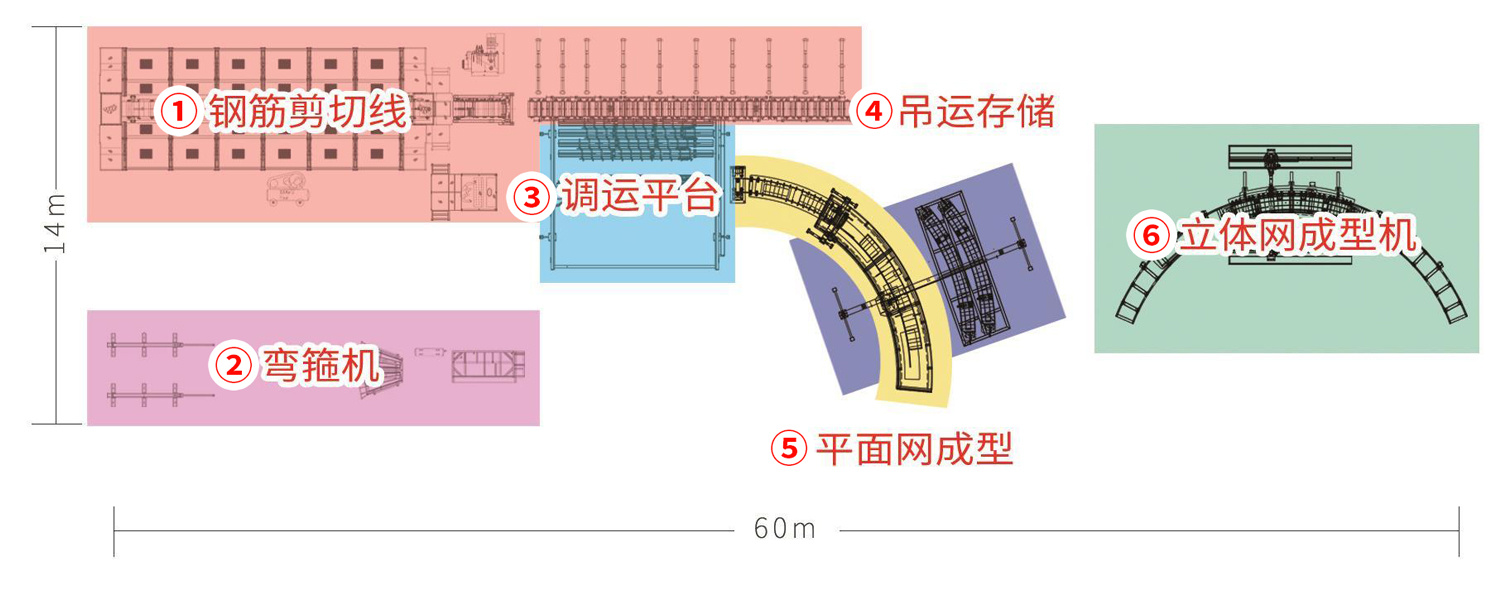
①钢筋剪切线
②弯箍机
③调运平台
④调运存储
⑤平面网成型
⑥立体网成型机
管片立体网生产线由主筋定尺剪切部分、物流调运部分、平面网焊接成型部分,立体网焊接成型部分四大模块组成。
· 工艺流程
Part 1 定尺剪切:
选配现有 CB-GJW150B 数控钢筋液压剪切生产线进行定尺下料,人工上料后,设备将自动完成定尺、剪切。该设备可实现热轧1、l、ll、V级带肋钢筋高质量定尺剪切、输送、储料及加工作业。
Part 2棒材调运:
通过步进上料机构配合吊运装置,将主筋、面筋输送到单线输送轨道上,将其输送到单片网成型机上。
Part3 平面网焊接成型:
单片网成型机中弯弧装置完成弯弧成型,并牵引至横筋自动落料机构,通过电阻焊接方式焊接成单片网。利用三坐标焊接机械手驱动焊枪进行搭接处的焊接。最后物流吊装机构将单片网片吊运到网片储料车上进行存放。
Part4 立体网焊接成型:
将筋、单片网码放至焊接模具,采用一系列气缸和夹具实现升降箍筋定位和夹紧,通过视觉检测功能,控制焊枪完成立体网的成型焊接。
· 人员配置
棒材定尺剪切1人,平面网焊接成型1人,钢筋入模、成品脱模2人,立体网焊接成型1人。
相关产品

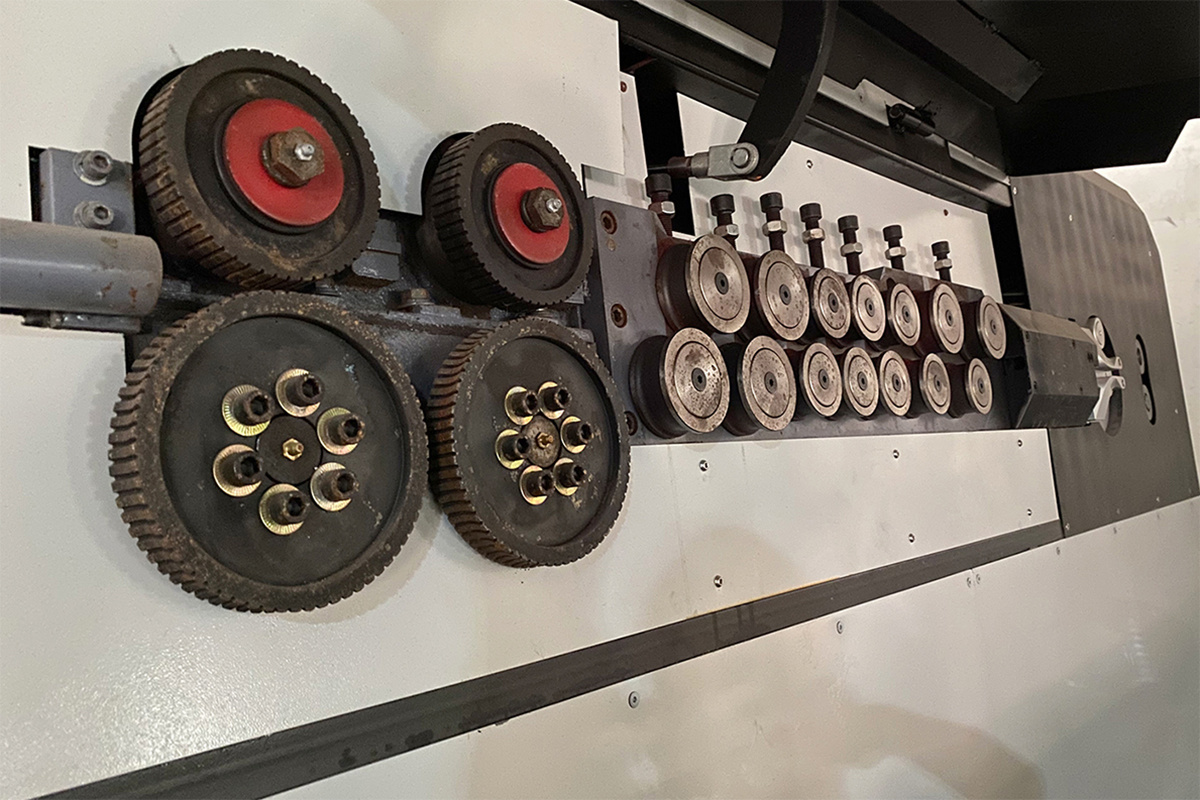
1.高性能PLC控制系统,高清触摸屏,操作便捷,工人操作入门快,加工钢筋更安全,稳定可靠。 2.弯曲轴套采用特殊钢材并通过热处理加工,耐磨耐用。行走机构采用高精度齿轮齿条传动,行走精准,噪音低。 3.多根钢筋一次成型,生产效率高。
1. 滚焊机长度和大小可定制,广泛应用于桩基工程施工建设及成型钢筋加工厂。 2. 品牌伺服系统驱动,效率快、精度高、定位准。 3. 配筋部分增加辊轮滑动机构,穿筋更省力,大大降低工人操作难度和强度。 4. 矫直单元采用伸缩设计,满足固定式加强圈的加装。
相关案例
钢筋作为一种特殊的建筑材料,在高速公路铁路施工中起着极其重要的作用,钢筋加工及绑扎又是一种劳动密集型作业项目,所占劳务费用高,而且具有极高的自动化潜能,目前我国高速公路铁路施工中,钢筋加工多数仍然采用传统的手工加工为主的加工方式其机械化程度低、生产效率低、劳动强度大、加工质量和时间难以控制材料和能源浪费高、加工成本高、安全隐患多、占地大、噪音大等缺点,在一定程度上严重制约了工程质量.并成为制约现代化施工进度的一个瓶颈。
道路桥梁的建设作为我国建筑施工行业的重要部分之一,在钢筋的需求量上占有很大的比重。目前,我国传统的钢筋加工主要在施工现场进行,依靠人力来进行加工制作。这种加工方式具有机械化程度低、生产效率低,劳动强度大,加工质量和时间进度难以控制、材料和能源浪费高、加工成本高、安全隐患多、占地大、噪音大等缺点,在一定程度上制约了工程质量的提高。
能邦钢筋加工机械



